
- Nominale spanning: AC220V50/60Hz
- Nettogewicht van de machine: 68kg 50kg
- Het maximale vermogen: 1800W
- Koelmethode: Dubbele koelmethode met koele lucht/water
- Afdichtingsdiameter: φ15-75mm 15MM-45MM 30MM-60MM
- Fleshoogte: 20-180mm
- Werkwijze: doorgaan met werken
- Toepassingsgebied: Grote productiepatch
- Afdichtsnelheid: 0-200 fles/min
- Verpakkingsafmetingen: 1600*450*1500mm
- Generatorgrootte: 1450*410*1300mm
De lijn omvat twee hoofdmachines, zoals een inductiesealmachine en een inline-sluitmachine;
De machines zijn geschikt voor het afsluiten van medische flessen die worden gebruikt in het analytische agent lab. De hele lijn kan worden uitgerust met hulpapparatuur zoals flessendraaitafel of de batchcoderingsfunctie.
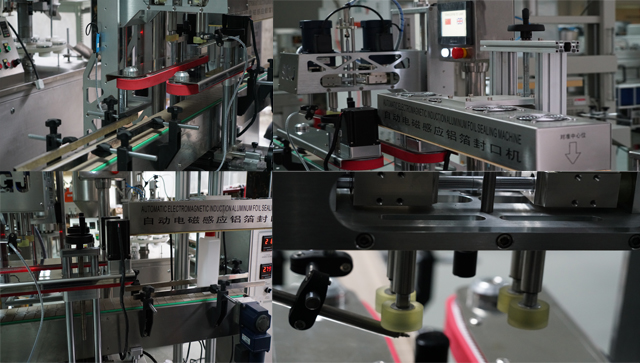
Hieronder staan de basisgegevens van de machines:
Inductiesealen, ook wel bekend als dopsealen, is een contactloze methode om een binnenste afdichting te verwarmen om de bovenkant van plastic en glazen containers hermetisch af te sluiten. Dit sealproces vindt plaats nadat de container is gevuld en afgesloten.
De technologie van elektromagnetische inductieseal met composietmaterialen is de geavanceerde sealmethode die nu wereldwijd wordt erkend. De eigenschap van contactloze verwarming is geschikt voor het sealen van plastic flessen (PP, PVC, PET, ABS, HDPE, PS en DURACON), glazen flessen en verschillende composiet plastic slangen. Momenteel is het de meest geavanceerde technologie voor het sealen van flessen voor industrieën zoals farmacie, voedingsmiddelen, vet, dagelijkse chemie, huishoudelijke chemie en landbouwchemie.
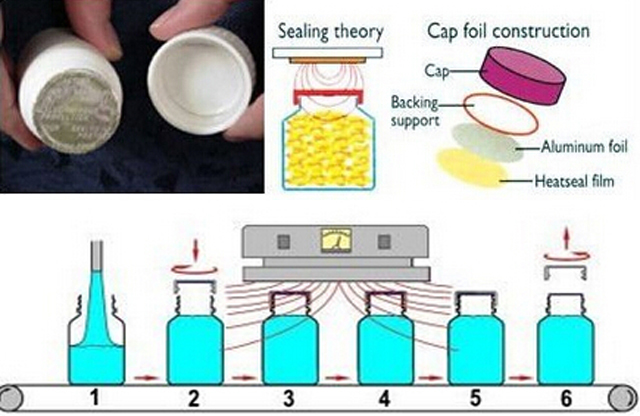
Werkingsprincipe en hoe het werkt

De sluiting wordt aan de bottelaar geleverd met een aluminiumfolielaag die al is ingebracht. Hoewel er verschillende voeringen zijn om uit te kiezen, is een typische inductievoering meerlagig. De bovenste laag is een papierpulp die over het algemeen puntsgewijs op de dop is gelijmd. De volgende laag is was die wordt gebruikt om een laag aluminiumfolie aan de pulp te hechten. De onderste laag is een polymeerfilm die op de folie is gelamineerd. Nadat de dop of sluiting is aangebracht, passeert de container onder een inductiespoel, die een oscillerend elektromagnetisch veld uitzendt. Terwijl de container onder de inductiespoel (afdichtkop) passeert, begint de geleidende aluminiumfolievoering te verwarmen door wervelstromen. De hitte smelt de was, die in de pulprug wordt geabsorbeerd en de folie van de dop loslaat. De polymeerfilm verwarmt ook en stroomt op de rand van de container. Wanneer het wordt afgekoeld, creëert het polymeer een verbinding met de container, wat resulteert in een hermetisch afgesloten product. Noch de container, noch de inhoud ervan worden negatief beïnvloed; de gegenereerde hitte is niet schadelijk voor de inhoud.
Het is mogelijk om de folie te oververhitten, wat schade aan de seallaag en eventuele beschermende barrières veroorzaakt. Dit kan resulteren in defecte seals, zelfs weken na het eerste sealproces, dus de juiste dimensionering van de inductieseal is essentieel om het exacte systeem te bepalen dat nodig is om een bepaald product te laten werken.
Het sealen kan worden uitgevoerd met een handbediende unit of op een transportbandsysteem.
Een recentere ontwikkeling (die beter geschikt is voor een klein aantal toepassingen) maakt het mogelijk om inductiesealen te gebruiken om een folieseal op een container aan te brengen zonder dat er een sluiting nodig is. In dit geval wordt de folie voorgesneden of op een rol geleverd. Wanneer het op een rol wordt geleverd, wordt het gestanst en overgebracht op de hals van de container. Wanneer de folie op zijn plaats zit, wordt deze door de sealkop naar beneden gedrukt, wordt de inductiecyclus geactiveerd en wordt de seal aan de container gehecht. Dit proces staat bekend als directe toepassing.
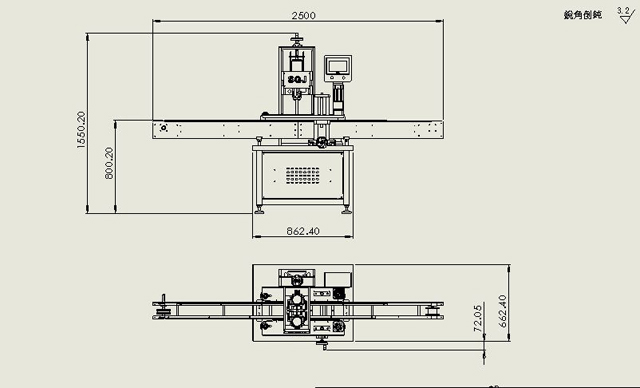
Tekening
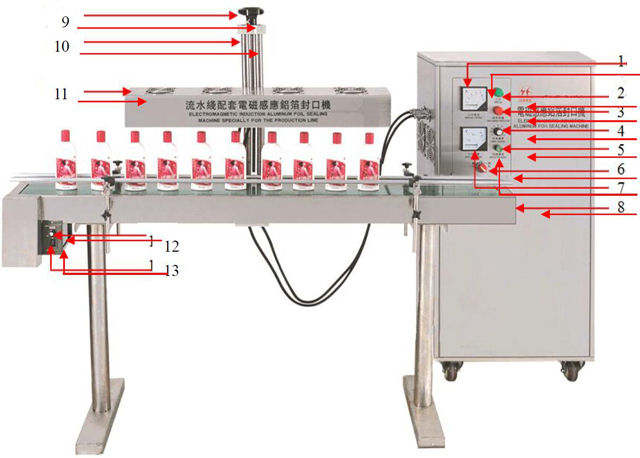
- Ampèremeter: Geeft de actuele status weer tijdens de werking van de gehele machine.
- Werkindicator: Geeft de werkende uitzonderlijke status weer
- Overstroomindicator: geeft de abnormale werkstatus aan.
- Vermogensregeling: vermogensregelaar.
- Bescherming resetten: Herstel de normale werkstatus.
- Aan/uit-schakelaar: regelt het vermogen van de hele machine.
- Voltmeter: Geeft de spanningsstatus weer tijdens de werking van de gehele machine.
- Transportband: transport van flessen.
- Handwiel: aanpassingen voor verschillende fleshoogtes.
- Liftplanken: Deze worden gebruikt om de hoogte vast te stellen en de hef- of daalhoogte en de lage functie van de sealkop te bepalen.
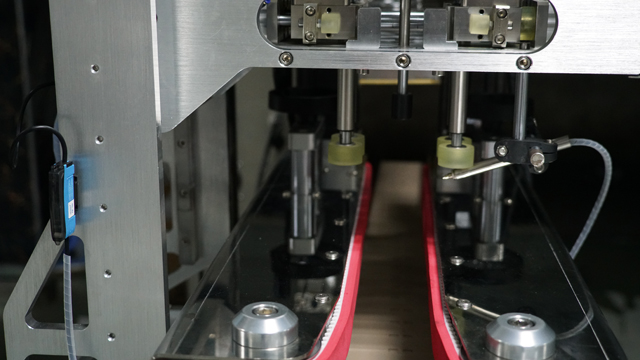
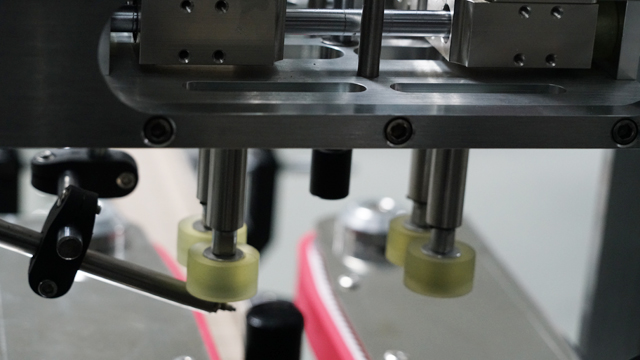
- Sealkop: Verwarmt en sealt de aluminiumfolie in de dop van de fles.
- De snelheid van aanpassing: de aanpassingssnelheid van de bedieningsknop van de transportband.
- Startschakelaar: Transportbandbedieningsschakelaar.

- Nominale spanning: AC220V50/60Hz
- Nettogewicht van de machine: 68kg 50kg
- Het maximale vermogen: 1800W
- Koelmethode: Dubbele koelmethode met koele lucht/water
- Afdichtingsdiameter: φ15-75mm 15MM-45MM 30MM-60MM
- Fleshoogte: 20-180mm
- Werkwijze: doorgaan met werken
- Toepassingsgebied: Grote productiepatch
- Afdichtsnelheid: 0-200 fles/min
- Verpakkingsafmetingen: 1600*450*1500mm
- Generatorgrootte: 1450*410*1300mm
Gebruik methode op inductiesealmachine

- Hoogte-afmetingen van flessen aanpassen: Plaats de fles onder de "sealkop", pas het "handwiel" aan, zorg ervoor dat de afstand tussen de onderkant van de "sealkop" en het deksel van de fles ongeveer 1-3 mm is, draai de "startschakelaar" naar "aan" zodat de transportband begint te lopen en laat de flessen over de band gaan om te controleren of ze de sealkop raken. De kleinste afstand zonder taai is het beste.
- Pas de snelheid van de transportband aan met de "snelheidsregeling". De aluminiumfolie-afdichting is gerelateerd aan de bandsnelheid en het vermogen. Zet wat flessen op de band, zet de "aan/uit-schakelaar" aan en voer de afdichtingstest uit. De operatie begint formeel zodra de flessen stevig zijn verzegeld.
- Wacht op de zachte opstart na het opstarten en begin 30 seconden later met het afdichten, wanneer de ampèremeter 3,2A aangeeft.
- Schakel de "aan/uit-schakelaar" en de "opstartschakelaar" uit wanneer u de machine uitschakelt.
Inline-sluitmachine:
- Productiecapaciteit: 40-60 Caps /min
- Dopmaat: 10-50/35-140mm
- Diameter fles: 35-140mm
- Hoogte fles: 38~300mm
- Afmetingen (L×B×H): 1000×800×1200mm
- Gewicht: 350kg
Tekening van inline-afsluitmachine
| 1 | Flessen | 2 | Flessen fixeren |
| 3 | Handvat voor het verstellen van de positie | 4 | Wrijvings katrol |
| 5 | Slagpositiemodule | 6 | Doppen die cilinder indrukken |
| 7 | Handvat voor positioneel | 8 | Afdekmodule voor het aanpassen van de kap |
| 9 | Afsluitcilinder | 10 | Afsluitmotor |
| 11 | Bedieningskast | 12 | Handwiel |
Afdekkingsaanpassing van A tot Z

Flessenbevestigingsaanpassing
1. Maak de handgreep los (3)
2. Plaats de voorgefixeerde flessen (1)
3. Oogbol als het midden van de doppen samenvalt met het midden van de cilinder (9); zodra dit samenvalt, de hendel (3) bevestigen
Hoogteverstelling van de afdekking﹒
1. Maak de handgreep los (7)
2. Pas de hendel (12) aan om de afstand van het wrijvingswiel (4) aan de onderkant op 2 mm van de onderkant van de doppen te brengen, bevestig de hendel (7)
Afdichten van wrijvingsspleten aanpassen:
1. Sluit de luchtbron
2. Plaats de bevestigingsdoppen tussen de frictiewielen (4)
3. Benader de doppen door het frictiewiel (4) te bewegen om de schroef van de slagmodule (5) aan te passen (beide zijden moeten symmetrisch zijn door middel van visuele meting). De juiste fas moet 2 mm tot 3 mm zijn voor elke zijde;
Hoogteverstelling van de dopcilinder (volgens de dopmonsters)
1. Draai de schroef (8) los, zodat de afsluitcilinder (9) uitsteekt;
2. Laat een afstand van 1 mm tot 2 mm tussen de dopmoer en de bovenkant van de doppen
3. Draai de schroef (8) vast
Afstellen van de snelheid van de cilinderdop
1. Sluit de voedingsspanning en de luchtbron aan om de drukinstelling voor de luchtdruk aan te passen (standaard 0,74 MPa-0,6 MPa)
2. Pas de afdekkingstijd en het afdekkingsinterval aan (standaard 1s tot 1,5s), selecteer de status als Handmatig, richt de pedaalschakelaar om de pneumatische snelheid van het linker- en rechterwrijvingswiel aan te passen, ten slotte zou de snelheid bij beide snelheden gelijk moeten zijn;
3. Pas de snelheid van de afsluitcilinder aan.
Testrun van machine
1. Neem één product voor de testrun van het afsluiten; Renoveer de afsluitmachine op basis van het afsluiteffect;
2. Pas het koppel aan op basis van de torsiekracht.
Flessenmonsters voor doppen en verzegelingen

Misschien vind je dit ook leuk
 Plastic glazen flessen continue aluminiumfolie inductie sealmachine
Plastic glazen flessen continue aluminiumfolie inductie sealmachine- Semi-automatische tandwielpomp voor het vullen van farmaceutische vloeistoffen
- Automatische cosmetische lippenbalsem, lippenstift, onderkant sticker etiketteermachine
- Semi-automatische pneumatische desktop-parfumglasflessenpersmachine
- Tunneltype watergekoelde aluminiumfolie inductiesealermachine
- Automatische elektrische magnesium aluminiumfolie inductiesealer apparatuur
- Buisvul- en sluitmachine voor kunststof gelamineerde buizen
- Monoblock Haarverzorgingsolie Kleine Flessen Vul- En Persdopmachine
- Semi-automatische doppen voor glazen potten, flessen en klauwen, vacuümdoppenmachine
- Automatische machine voor het sluiten van crèmepotten met schroefdraad en trilgoot









